手机:18576570763
联系人:刘先生
地址:佛山市南海区狮山镇官窑小榄红星村泮边工业区
Mobile: 18576570763
Contact: Mr. Liu
Address: Shishan town, Nanhai District of Foshan City Xiaolan Guan Hong Xing Cun pan edge industrial zone,
您当前位置:首页 - 上海迪士尼护栏涂装生产线
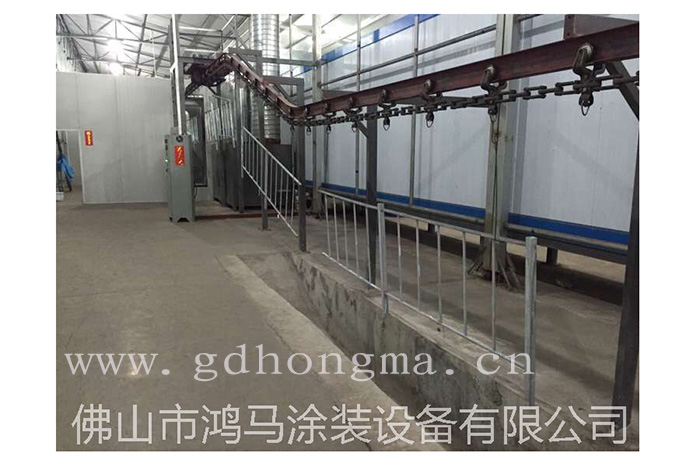
涂装生产线主要由前处理电泳线(电泳漆是最早开发的水性涂料,它的主要特点是涂装效率高,经济安全,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。涂装生产线全线工件输送系统采用空中悬挂和地面滑橇相结合的机械化输送方式,运行平稳、快速便捷,采用PLC可控编程,根据生产工艺的实际要求编程控制――实行现场总线中心监控,分区自动实现转接运行。
涂装生产线全线各烘干系统的设计参照国外的设计理念和参数,烘道室体均采用桥式结构(密封底涂炉除外),保证了炉温的均匀性和稳定性,提高了热能的效益性;供热装置引进了加拿大科迈科公司的产品,选用进口的燃烧器和控制系统,经测试各烘干系统运行良好稳定,温度曲线平滑持续。
涂装生产线主要由前处理电泳线、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。
涂装生产线的组成部分
涂装流水线的七大组成部分主要包括:前处理设备、喷粉系统、喷漆设备、烘炉、热源系统、电控系统、悬挂输送链等。
前处理设备
喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水洗等工艺过程。钢件喷淋式前处理的典型工艺是:预脱脂、脱脂、水洗、水洗、表调、磷化、水洗、水洗、纯水洗。前处理还可采用抛丸清理机,适用于结构简单、锈蚀严重、无油或少油的钢件。且无水质污染。
喷粉系统
粉体喷涂中的小旋风+滤芯回收装置是较先进,换色较快的粉末回收装置。喷粉系统的关键部分建议选用进口产品,喷粉室、电动机械升降机等部件全部国产化。
喷漆设备
如油淋式喷漆室、水帘式喷漆室,广泛运用于自行车、汽车钢板弹簧、大型装载机的表面涂装。
涂装生产线烘炉
烘炉是涂装生产线中的重要设备之一,它的温度均匀性是保证涂层质量的重要指标。烘炉的加热方式有:辐射、热风循环及辐射+热风循环等,根据生产纲领可分单室和通过式等,设备形式有直通式和桥式。热风循环烘炉保温性好、炉内温度均匀、热损失少,经测试,炉内温差小于±3oC,达到先进国家同类产品的性能指标。
热源系统
热风循环应用较普遍的加热方式,它利用对流传导原理对烘炉进行加热,
手机外壳涂装生产线
手机外壳涂装生产线
达到工件的干燥和固化。热源可根据用户的具体情况选择:电、蒸汽、燃气或燃油等。热源箱可根据烘炉的情况而定:置于顶部、底部和侧部。生产热源的循环风机如是特制耐高温风机,则具有寿命长、能耗低、噪声低、体积小等优点。
涂装生产线电控系统
涂装、涂装流水线电气控制有集中和单列控制。集中控制能采用可编程序控制器(PLC)来控制主机,根据编制的控制程序对各工序进行自动控制,数据采集和监视报警。单列控制是涂装生产线中最常用的控制方式,各个工序单列控制,电控箱(柜)设置在设备附近,造价低、操作直观、维修方便。
悬挂输送链
悬输机是工业流水线、涂装线的输送系统,积放式悬输机应用于L=10-14M的仓储货架和异型路灯合金钢管涂装线。工件吊装在专用挂具上(承重达500-600KG),进出道岔平滑,道岔根据工作指令由电气控制进行开合,满足工件在各处理工位的自动输送,在强冷室、下件区域内平行积放冷却,并在强冷区域设挂具识别和牵引报警停机装置。
涂装生产线工艺流程
涂装生产线工艺流程分为:前处理、喷粉涂装、加热固化。
前期的生产
处理前有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前必须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等。
在涂装生产线前处理工段或车间,第一要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定量的废气、废液等三废物质,所以在环保措施方面,必须配置抽气排气、排液和三废处理装置。
前处理过的工件质量,由于前处理液及涂装生产线工艺流程不尽相同,其质量当有差异。处理较好的工件,表面油、锈去尽,为了防止短时间内再次生锈,一般应在前处理后几道工序,进行磷化或钝化处理:在喷粉前,还应将已磷化的工件进行干燥,去其表面水分。小批量单件生产,一般采用自然晾干、晒干、风干。而对于大批量之流水作业,一般采取低温烘干,采用烘箱或烘道。
涂装生产线组织生产
对于小批量工件,一般采取手动喷粉装置,而对于大批量工件,一般采用手动或自动喷粉装置。无论是手动喷粉或自动喷粉,把住质量关是非常重要的。要确保被喷工件着粉均匀、厚度一致,防止薄喷、漏喷、擦落等缺陷。
在涂装生产线引这一工序,还应注意工件之挂钩部分,在进入固化之前,应尽可能将附着其上的粉末吹掉,防止挂钩上之多余粉末固化,有的对固化前去掉余粉确有困难时,应及时剥离挂钩上已固化之粉膜,从而确保挂钩导电良好,以利下批工件易于着粉。
涂装生产线固化工序
这一工序应注意的事项有:喷好的工件,如果是小批量单件生产,进固化炉前注意防止碰落粉末,如有擦粉现象,应及时补喷粉末。烘烤时严格工艺及温度、时间控制,切实注意防止色差、过烘或时间过短造成固化不足。
对于大批量自动输送的工件,在进烘道前同样要仔细检查是否漏喷、喷薄或局部擦粉现象,如发现不合格件,应把好关防止进入烘道,尽可能取下重喷。如个别工件因薄喷不合格,在固化出
烘道后可以重喷再次固化。
所谓涂装即指对金属和非金属表面覆盖保护层或装饰层。涂装流水线经历了由手工到生产线、到自动生产线的发展过程,自动化的程度越来越高,所以涂装生产线的应用也越来越广泛,并深入到国民经济的多个领域。